1 プレス機械に取り付けることができる新たな安全装置を追加(第131条)
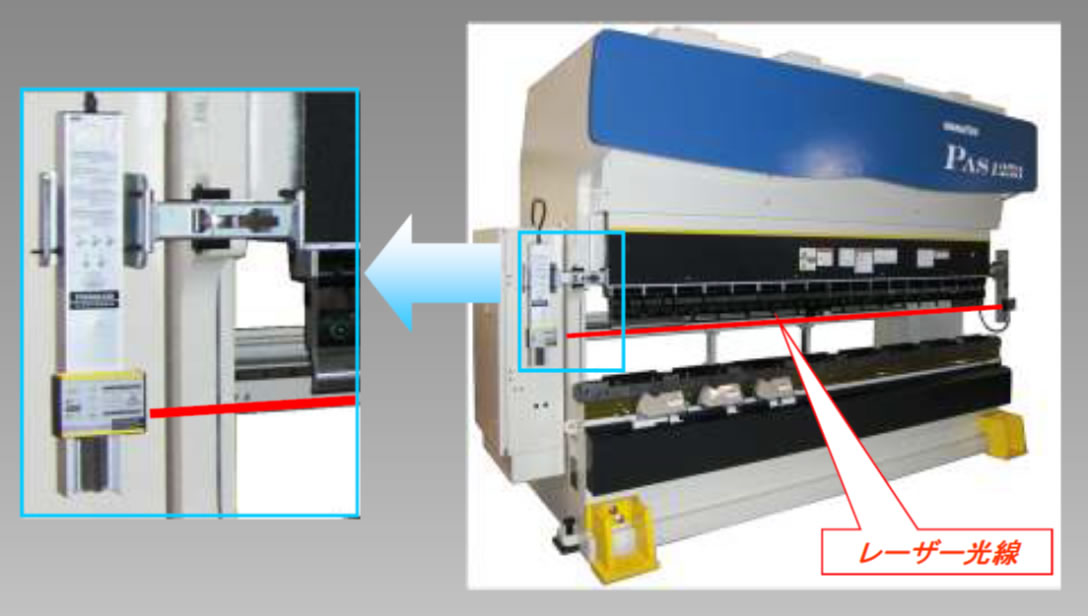
プレスブレーキ(※1)に使用できる安全装置(プレスブレーキ用レーザー式安全装置)を追加しました。
この装置は、スライドの速度を低速(毎秒10ミリメートル以下)とすることができ、相サブを操作している間のみスライドを作動させることができるプレスブレーキに設置、使用することができます。
※1:主として、長板の曲げに使用する構造をもつプレス機械
第百三十一条
事業者は、プレス機械及びシヤー(以下「プレス等」という。)については、安全囲いを 設ける等当該プレス等を用いて作業を行う労働者の身体の一部が危険限界に入らないような措置を講じなければならない。
ただし、スライド又は刃物による危険を防止するための機構を有するプレス等については、この限りでない
2 事業者は、作業の性質上、前項の規定によることが困難なときは、当該プレス等を用いて作業を行う労働者の安全を確保するため、次に定めるところに適合する安全装置(手払い式安全装置を除く。)を取り付ける等必要な措置を講じなければならない。
1. パンチ刃先近傍をレーザーでピンポイント監視することで安全性を確保しつつ指をパンチに近接させた加工が可能となります。
2. ツール交換時レーザーで刃先の検出・光軸調整を自動設定するので段取り時間を軽減できます。
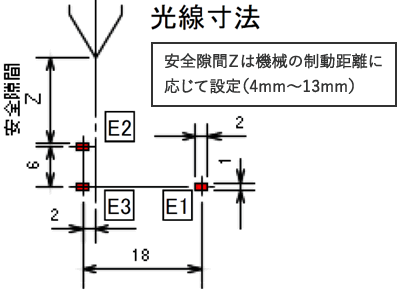
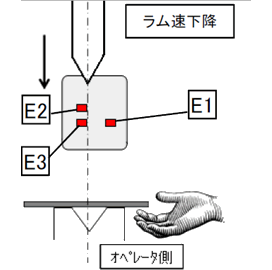
E1~E3の3本の光線で指などの進入を監視します。
進入を監視した場合、直ちに下降を停止します。
注:感知物に触れない位置で停止します。
注:ラム上限位置に戻る機種があります
※本機能の使用には、専用のコントローラが必要です。
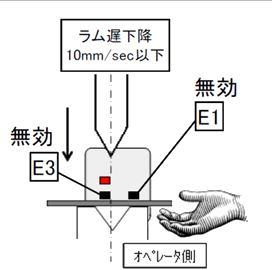
ラム速度が10mm/sec以下になるとE1,E3の光線を無効化し、材料による誤検知を防ぎE2の光線で指などの侵入を監視します。
E2を感知した場合、直ちに下降を停止します。
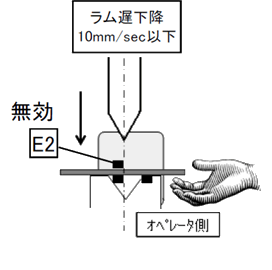
ラム速度が10mm/sec以下となり、更に6mm閉じた時点でE2の光線を無効化し、材料による誤検知を防ぎ曲げ加工が進行します。
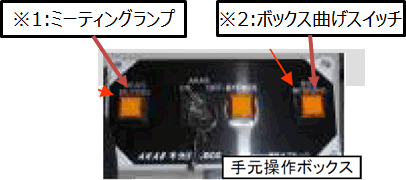
(※1:ミーティングランプの点灯)
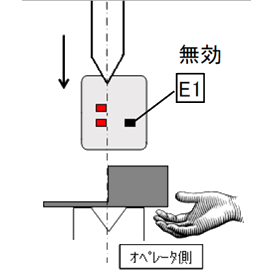
ボックス曲げスイッチ※2を押すことにより、E1の光線を最初から無効にします。E2,E3の光線で刃先の監視を維持します。
注1:ラム遅下降切替位置を適切に設定する必要があります。
注2:作業監視ごと、金型交換ごとに点検棒(付属)で動作点検をしなければなりません。
<取付可能機>
以下の機能を有するプレスブレーキに取付可能です。
・制動距離が14mm以下
・遅下降速度(低閉じ速度)が10mm/sec以下
・遅下降切替位置を任意に設定可能
個人情報保護とCookieの使用について
当サイトでは、お客さまにより快適にウェブサイトをご利用いただくためCookieを使用させていただくことがあります。
当サイトをご覧いただく際は、Cookieの使用に同意ください。
また、このままサイトを閲覧し続けた場合もCookieの使用に同意したとみなします。
ブラウザの設定により、Cookieの受信を拒否することが可能です。


