


Free motion for your Future.
New H1F-2 Improves Your Manufacture, Changes Your Future
AC Servo Presses
H1F110-2 / H1F150-2 / H1F200-2

The new Komatsu servo presses not only realize high forming accuracy but also save costs with many secrets. Key words: money making presses.

Aren't you using different presses in stroke length and production speed, though pressurizing capacity is the same?
Generally with drawing, forming products are high in height and drawn from high slide position. Therefore, a press of long stroke length and of high workload has to be used.
Generally with progressive forming, products are low in height and production numbers are many. Therefore, a press of short stroke length and of high production speed (SPM) is needed.
Previously therefore, different types of press had to be used for different types of product. Sometimes, companies had to purchase a new machine to widen their product range.
Just one press of ours, having long stroke length of No. 1 among competition and combining with pendulum motion, makes both general-purpose use and high productivity compatible.
With the longer stroke length, production speed is the same or faster than conventional machines! It provide you with wide general-purpose applications.
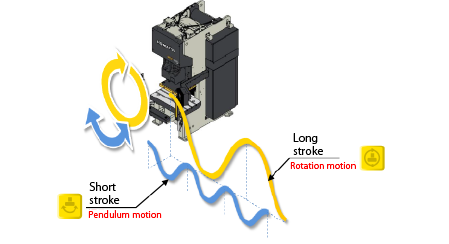
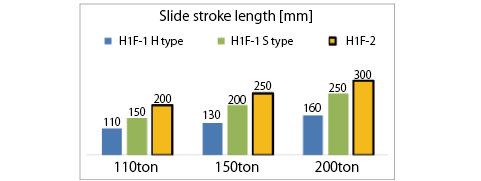
It has the long stroke length, of No. 1 among competition, to cope with variety of products.
Setting at the lowest stroke length to meet the product height with the pendulum motion, high productivity can be achieved.
With this servo press of excellent versatility, you can flexibly respond to the market variation.
The stroke length is longer even than that of our previous servo presses by 20 - 33 percent.

Are your productivity and forming performance compatible?
It is commonly accepted that low speed forming is suitable to general drawing and bending, and that low speed forming and stop motion at bottom dead center to plate forging and crashing. On the other hand, lower slide speed and stop motion are contradictory to high forming performance and make productivity lower.
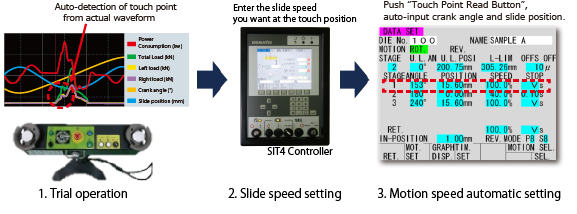
Moving the slide at the highest speed while not forming, and using the most suitable motion while forming (die touching through finishing) will make increase production speed.
But generally it is impossible to know momentary starting (die touching) point of forming visually. Trial and error motion setting was necessary for pursuing productivity.
Troublesome motion setting is resolved by our "Optimizing Motion System (OMS)."
Just try forming once and press a button. The die touching point will be recorded. About in one minute.
Movie:Optimizing Motion System (OMS).

Doesn't product accuracy variate after some time?
Surrounding temperature change and heat generated in the press/dies make dimensions of the press/dies change, and eventually affect product accuracy. Such effect can be made minimal in a constant temperature room, but cannot be expected in many ordinary production sites.
We suppose, at many production sites, you are taking care, upon experiences, to secure acceptable products by stopping operation to adjust die height periodically and by increasing frequency of sampling inspection.
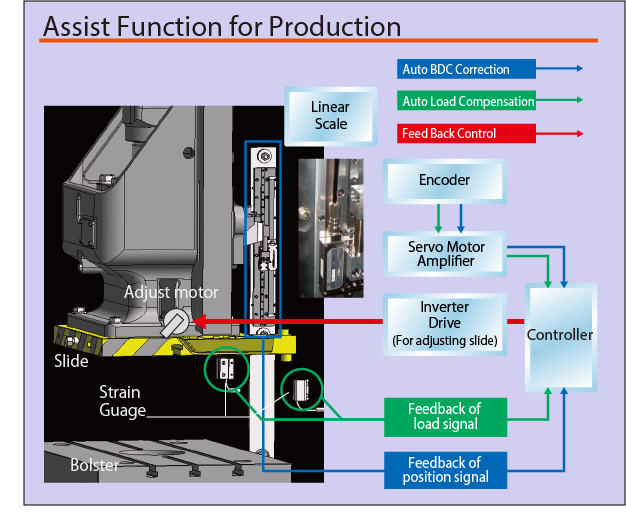
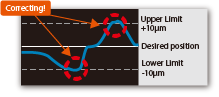
Based on actual slide position measured by the linear scale and actual forming load measured by the load monitor, slide positions are automatically controlled, with Komatsu's own technology.
High accuracy of bottom dead center can be maintained by offsetting its variation to be in a certain range.
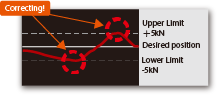
Stable and high accuracy forming can be maintained by offsetting variation of the largest load to be in a certain range.
Movie:Assist Function for Production
With the reverse motion, further "ultra"-high precision forming is made possible.

Use the reverse motion for products that require further bottom dead center accuracy, as in half blanking.
The full closed feedback control that makes the slide reverse before the bottom dead center based on the actual slide position measured by the linear scale maintains every bottom dead center position to realize "ultra"-high precision forming.

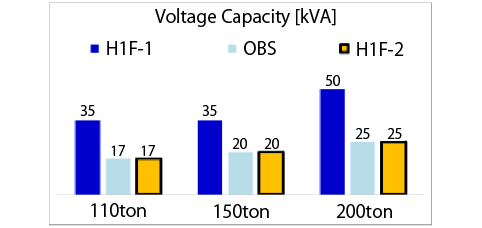
Is your power source capacity enough?
With the mechanical press, forming is done accumulating forming energy by rotating the flywheel. Required power source capacity is relatively small, but it always consumes power since it constantly rotate the flywheel.
The servo press forms and accelerates receiving energy directly from the plant power source. It requires large amount of energy (electric current) momentarily on forming and therefore relatively large power source capacity, but overall power consumption is relatively small since it consumes power only on forming.
Previously, when a mechanical press is replaced with a servo press, energy could be saved, but oftene power source capacity had tobe increased.
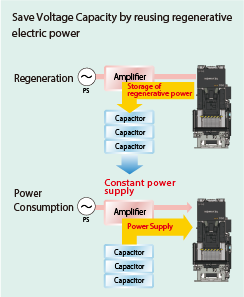
The peak power currency suppression capacitor (optional) suppresses power source capacity.
When a mechanical press is replaced with a servo press, power source capacity hasn't to be increased if a peak power currency suppression capacitor (optional) is equipped.
By storing power in the capacitor from the primary power source and by using it on forming and accelerating, the same power source capacity as for the previous mechanical press can be used.
On the other hand, by storing power that the press generates on deceleration and using it on forming, power consumption can be saved. Using the same power source capacity as for the mechanical press, energy saving can be achieved.
Movie:Eco-Friendly
Acquiring MF Eco machine certificate:
A MF Eco machine certificate was awarded by Japan Forming Machinery Association.We help you promote energy saving at your plant.

| Model | H1F110-2 | H1F150-2 | H1F200-2 | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Frame Structure | C Frame | O Frame | C Frame | O Frame | C Frame | O Frame | |||||||||||||||||
| Capacity | kN | 1100 | 1500 | 2000 | |||||||||||||||||||
| Slide Stroke | mm | 200 | 250 | 300 | |||||||||||||||||||
| Max SPM | min-1 | 70 | 60 | 50 | |||||||||||||||||||
| Pendulum Slide Stroke | mm | 30〜150 | 30〜200 | 30〜250 | |||||||||||||||||||
| Pendulum Max SPM | min-1 | -77/ St150 |
-102/ St80 |
-138/ St30 |
-79/ St160 |
-88/ St120 |
-100/ St80 |
-62/ St200 |
-72/ St160 |
-89/ St110 |
|||||||||||||
| Die Height | mm | 350(Standard) / 380(Long) | 420(Standard) / 450(Long) | 450(Standard) / 480(Long) | |||||||||||||||||||
| Slide Adjustment | mm | 100 | 120 | ||||||||||||||||||||
| Slide | L-R | mm | 620 | 700 | 700 | 820 | 850 | 1050 | |||||||||||||||
| F-B | mm | 530 | 550 | 650 | |||||||||||||||||||
| Bolster | L-R | mm | 1100 | 900 | 1100(Standard) / 1250(Wide) |
1070 | 1450 | 1200 | |||||||||||||||
| F-B | mm | 680 | 680 | 760 | 840 | ||||||||||||||||||
| Thickness | mm | 150 | 150 | 165 | 180 | ||||||||||||||||||
We had been doing crushing forming of a small portion on pipe using a 300 ton forging press, since conventional mechanical press produced wide accuracy variations. We tried it using a H1F-2 machine, and now we can have stable and high precision forming done.
We also used the H1F-2 machine for crushing forming on 62 mm diameter cupper alloy bar. Flatness of the crushed area is very important with the product, which is hard with other presses. Stable and high precision forming has become feasible with H1F-2 by controlling movement at bottom dead center.
We were to manufacture a product that requires severe accuracy with burring and would surely be out of tolerance unless it is formed using a press that is excellent in bottom dead center accuracy and in repeatability. We may be able to improve fraction defective to a degree of one digit lower (with H1F-2) than with mechanical presses.
One of the features of H1F-2 is that the points when the maximum load is loaded and the load is released are graphically displayed and visually checked, which makes us easier to figure out points to accelerate and decelerate.
Fewer Shock Marks & Cracking, Higher Formability

Link Motion(Rotation)

Less Vibration, Longer Die Life and Higher Productivity

Link Motion(Pendulum)
Less Processing Heat, Longer Die Life and Higher Productivity

Link Motion(Pendulum)
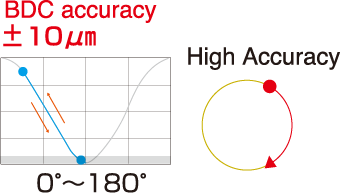
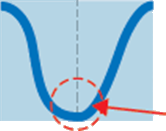
Higher precision of BDC, Higher Accuracy of Products
"Auto BDC Correction"
Link Motion(Pendulum)
Accuracy of Correction is ±10μm
Less Processing Heat, Higher Accuracy of Products
"Auto Load Compensation"
Link Motion(Rotation)
Stabilize Forming Load
Protection of Personal Information and Use of Cookie
This website uses cookies on some pages in order to ensure customers’ comfortable use of the website. When you use this website, please agree to our use of cookies. If you continue to browse this website even without agreeing to our use of cookies, we consider that you have consented to our use of cookies. You can block cookies by changing your browser settings.