


Servo Press Achieves Your Success. ~High Productivity & High Accuracy~
Hybrid AC Servo Presses
H1F35-1 / H1F45-1 / H1F60-1 / H1F80-1

Haven't you ever felt a limitation of press forming? Never give up.
It is the Komatsu servo press that makes the things you couldn't previously possible.
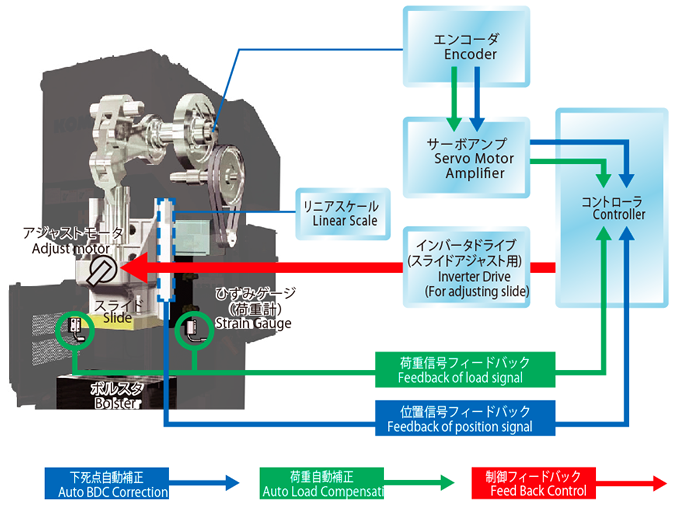
Slide positions are controlled precisely using Komatsu's own feedback control. "Automatic BDC Correction," which measures bottom dead center, and "Automatic Load Offset Function," which measures and automatically levels load variation, make realize high forming accuracy that conventional mechanical presses never achieves.
Combining the advanced CNC with the hybrid drive mechanism, both high productivity and high accuracy forming have been achieved.
Servo Press Achieves Your Success. ~High Productivity & High Accuracy~

Aren't you worrying about low productivity?
• A work hops up and isn't stabilized (thin plate).
• Drawn faces crack when speed goes up (touch speed).
• Die life gets shorter in higher SPM (forming heat).
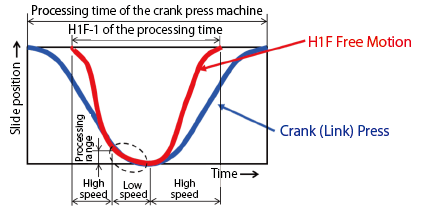
Only necessary portions can be set at low speed with H1F to raise overall productivity.
Combining the link mechanism with servo control, both high productivity and high accuracy forming with slow touch can be realized. The link mechanism that has been proven on forging presses is used, and the slide speed is slow at the forming range to attain excellent forming performances. Since speed can be made still slower on necessary positions by setting free motions, formability is compatible with productivity without reducing production SPM.
Aren't you in trouble with blanking thin plate?
• Cannot blank through (remains half blanking)
• Need adjusting bottom dead center many times a day
• Short die life
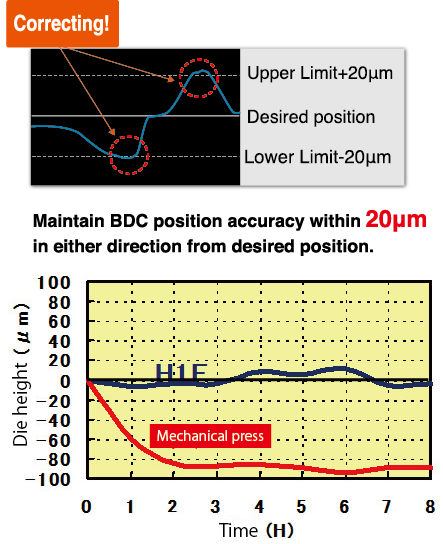
Bottom dead center can be always corrected in ± 20 µm of the target position on H1F-1 with the automatic die height offset function (Automatic BDC Correction).
| Model | H1F35-1 | H1F45-1 | H1F60-1 | H1F80-1 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Type | C S | C H | C S | C H | C S | C H | C S | C H | ||
| Capacity | kN | 350 | 450 | 600 | 800 | |||||
| Slide Stroke | mm | 80 | 40 | 100 | 50 | 120 | 60 | 130 | 100 | |
| Max SPM | min-1 | 120 | 240 | 100 | 200 | 85 | 150 | 75 | 110 | |
| Die Height | mm | 210 | 250 | 300 | 320 | |||||
| Slide Adjustment | mm | 55 | 60 | 65 | 80 | |||||
| Slide | L-R | mm | 350 | 400 | 500 | 550 | ||||
| F-B | mm | 300 | 350 | 400 | 450 | |||||
| Bolster | L-R | mm | 700 | 800 | 900 | 1000 | ||||
| F-B | mm | 400 | 450 | 550 | 600 | |||||
| Thickness | mm | 86 | 110 | 130 | 140 | |||||
Some products are discharged, not to get bruised, receiving on a tray stretched out from rear side during one revolution of the press. We ever wanted to increase production by respectively controlling forming and discharging speed using a servo press, rotation speed of which is adjustable. We also expect to reduce "burrs," which especially often arises with thin film series, by blanking slowly at bottom dead center.

Servo presses are of multiple purposes. We are using them for forming the same products as with forging presses. The servo presses work in various manners as if die technology were unnecessary. And by making blanking operation and slide knockout slow, sound level can be reduced, which is efficient for noise control to secure better work environment.

Protection of Personal Information and Use of Cookie
This website uses cookies on some pages in order to ensure customers’ comfortable use of the website. When you use this website, please agree to our use of cookies. If you continue to browse this website even without agreeing to our use of cookies, we consider that you have consented to our use of cookies. You can block cookies by changing your browser settings.