


The biggest class power supply in a plasma cutting machine is adopted.
Thicker material cutting becomes more faster.
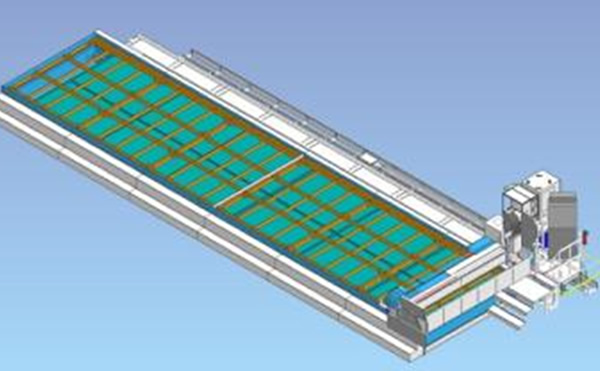
Large Plasma cutting machine

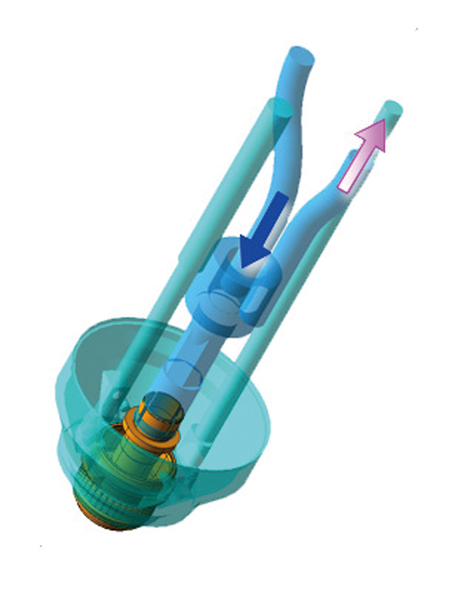
A nozzle and an electrode are cooled separately by a dual cooling system. Cooling capacity improves and achieves consumable life three times longer than conventional consumables.
The robustness is improved by using power block configuration.
Should power unit be failed, the rest of power units(6 blocks 450A) work for cutting.

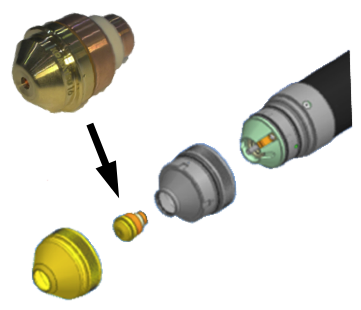
The new-style torch which cartridge-ized consumables is adopted as the 30kW specification.
It isn't necessary to put consumables together and it also improved the cutting quality by accuracy improvement of a torch chip.
Several times, consumables
(Nozzle, Electrode, etc) in a torch are
changed from once a day by a plasma
guillotine.
It was judged by a worker's confirming
the cut tone and the quality of the product
after light or cutting at the timing of a
change of consumables by plasma in the past.
NC informs a twister of a frequency of renewal
of consumables and It can be changed easily
by unit-ization of consumables.
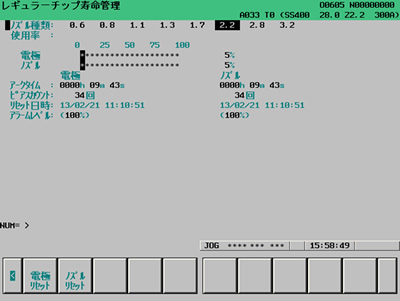
Movie:Handling and management of consumables
*30kW type is cartridge type.
Cutting by 525A of the world maximum output becomes possible by 100kW of TFPL as oxygen plasma, and a steel plate of cuttings difficult large thickness 50mm can be cut with the triple rate of the gas-cutting by plasma in the past.

Mild Steel named SS400 50mm

Cutting surface
Movie:Mild Steel 50mm cutting
Scatter of the dust can be prevented without dust collector and a steel plate doesn't get rust by using specified anticorrosive.
Removing dross can be done by a water level adjustment. Not necessary to drain water.
Movie:Cuttings on the water table
Movie:Water level adjustable water table
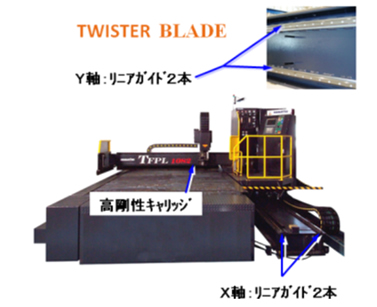
Drive mechanism of TFPL adopts the high precision
linear guide that is usually used in mother machine.
One drive Motor is installed in the gravity center point of
cantilever. This keeps higher precision on longer period of time.
Movie:High accuracy and rigid frame
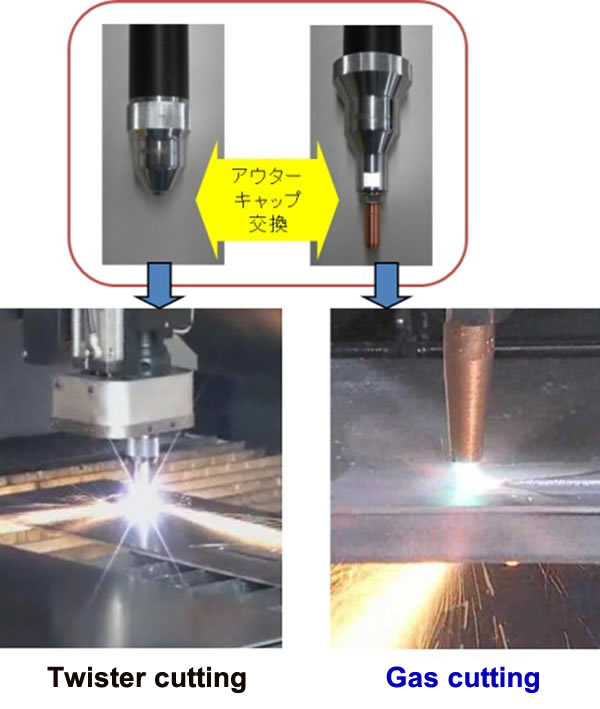
A gas torch can be installed quickly
to cut thick material.
This option enable Twister to cut from thin
material to 100 mm thickness.
Twister is a versatile performer.
Movie:Quick change torch
| Items | 100kW Series | 30kW Series | |||
|---|---|---|---|---|---|
| TFPL108* | TFPL101* | TFPL308* | TFPL301* | ||
| Twister output power [kW] |
100 | 30 | |||
| Twister power unit rated utilization [%] |
100 | ||||
| Max. material thickness [mm] |
(Mild steel-O2) | 50 | 25 | ||
| (SUS304-O2) | 30 | 20 | |||
| (A5052-O2) | 15 | 15 | |||
| Max. pierce thickness [mm] |
(mild steel) | 50 | 25 | ||
| Cutting area dimension [mm] |
X-axis | 6200, 12300, 15000, 20000, 27000 | |||
| Y-axis | 2500 | 3100 | 2500 | 3100 | |
| Stroke [mm] |
X-axis | 6800, 13000, 16000, 21000, 28000 | |||
| Y-axis | 2600 | 3200 | 2600 | 3200 | |
| Z-axis | 240 | ||||
| Traverse speed [m/min] |
X-axis | 20 | |||
| Y-axis | 40 | ||||
| Z-axis | 20 | ||||
| Driving method | X, Y-axis | Rack&pinion + Linear guide | |||
| Z-axis | Ball-screw + Linear guide | ||||
| Positioning repeatability [mm] |
±0.10 | ||||
| Smallest input increment [mm] |
0.001 | ||||
| Type | FANUC 0i-MD |
| Screen | 10.4 inch color LCD |
| Tape memory length | 1280m (512KB) |
| Number of controlled axes | 3 axes (X, Y, Z) |
| Number of simultaneously controlled axes | Max. 3 axes |
| Programming input output method | CF card, USB memory |
| Programming input/entry number | 400 |
| Programming editing function | Alter/Insert/Delete |
| Easy coordinate detection function | Standard |
| Background editing function | Standard |
| Dilatation tape editing function | Standard |
In March 2016 Takebe Industries of medium to thick plate processing industry bought to run the TFPL1084 water table specification. Compared with the previous dry type, the water table specification eliminates the installation space of the dust collector and reduces the electricity bill and the filter exchange fee. In addition, the stress on environmental aspects such as filter replacement work has been reduced, and highly appreciated about the water table. The advantage of updating to Twister is that it is possible to cut with confidence without care of magnetic blowing, when cutting special materials such as high tension steel plates. The range of work has expanded. In addition, we received high reputation that the edge quality of the cutting surfaces are higher compared with existing machines and customers' productivity became high.


SS400 22t

SS400 19t

SS400 32t

SS400 50t
Protection of Personal Information and Use of Cookie
This website uses cookies on some pages in order to ensure customers’ comfortable use of the website. When you use this website, please agree to our use of cookies. If you continue to browse this website even without agreeing to our use of cookies, we consider that you have consented to our use of cookies. You can block cookies by changing your browser settings.